
服务热线:
18660865999
18553823888
0538-8086567
服务热线:
18660865999
18553823888
0538-8086567
电 话:0538-8086567
传 真:0538-8086567
手 机:18660865999、18553823888
邮 箱:rongda567@163.com
网址:www.sdrdjz.com
地 址:泰安市长城路96号A号楼7层703

建筑模壳主要由模板、支架和紧固件三部分构成。加工周转模壳它是保证混凝土在浇筑过程中保持正确的形状和尺寸,在硬化过程中进行防护和养护的工具。因此在施工过程中我们应做到如下几点,来确保建筑模壳的正确,安全,快速,高效施工。周转模壳厂家确保工程结构和构件各部位形状、尺寸和相互位置的正确。具有足够的强度、刚度和稳定性,可以可靠地承受新浇混凝土的自重和侧压力,以及在施工过程中所产生的荷载。构造简单,装拆方便,并便于钢筋的绑扎与安装、混凝土的浇筑及养护工艺要求。

塑料模壳采用钢管架或碗扣架支撑系统,支撑立杆横距同密肋板间距,加工周转模壳支撑立杆纵距为600~900mm;支撑立杆顶部设U形可调支撑头,底部设可调底座。周转模壳厂家支撑头上搁纵向龙骨,采用75mm×150mm薄壁钢管或75mm×100mm木方,顺纵向龙骨两侧设∟50×5角钢,其上搁置塑料模壳。拆除时先拆除角钢,模壳下降脱模,但肋底仍支撑在横向木方上,进行养护,直至密肋板混凝土达到整体拆除所要的设计强度。

模板支架系统应有足够的强度、刚度和稳定;支柱底脚应垫通长脚手板,加工周转模壳并应支撑在坚实的地面上;模壳下端和侧面应设水平和侧向支撑,以补足模壳的刚度;密肋梁底楞应按设计和施工规范起拱;支撑角钢与次楞弹平线安装,并销固牢靠。周转模壳厂家单向密肋板底部局部下挠;防治的方法是,模壳安装应由跨中向两边安装,以减少模壳搭接长度的累计误差。安装后要认真调整模壳搭接长度,使其不得小于10cm,以保证接口处的刚度。密肋梁轴线位移,两端边肋不等:防治的方法是,主楞安装调平后,要放出次楞边线再安装次楞,并进行找方校核。安装次楞要严格跟线,并与主楞连接牢靠。模壳安装不严密:这是模壳加工的负公差所致。认真检查模壳安装缝隙,钉塑料条或橡胶条补严。

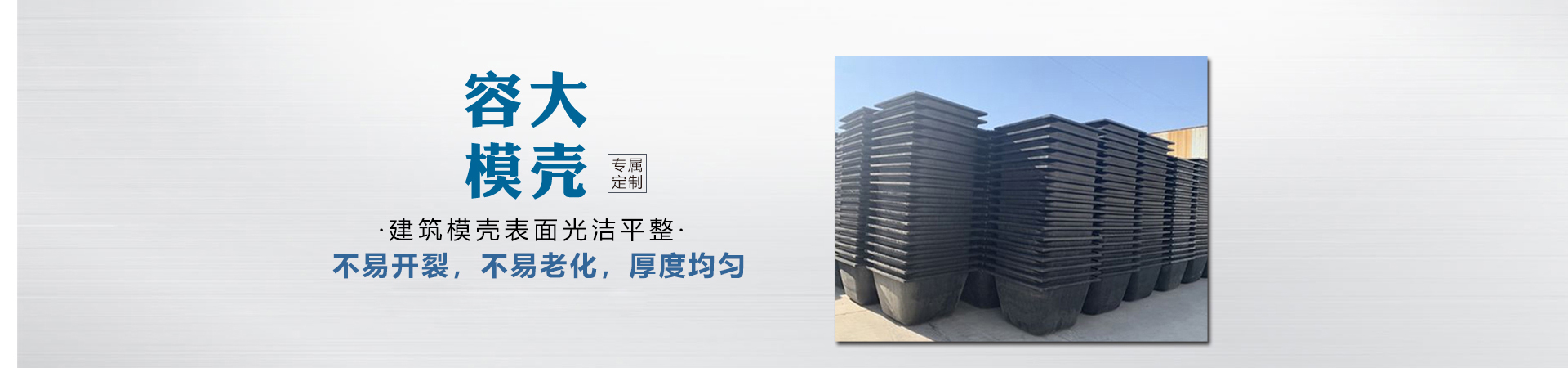
首先,这种建筑模壳表面光洁平整,并且模板之间的链接拼接很严密,加工周转模壳用在施工中填充混凝土,在脱模后,可以保证混凝土结构的光洁度,不再需要进行二次抹灰,可以节约不少的材料费和施工费用。其次,周转模壳厂家因为是塑料构造,所以重量很轻,安装方法很简单,能够适应各种工艺操作,比如可以进行锯、钉,还可以进行刨和钻,可以根据施工建筑的需要进行各种形状的组建,不同的建筑支模都可以利用上这种材料。此外,还有一种一次性无机玻璃钢模壳,适用于特殊的建筑施工要求。

镁水泥制品硬化进程是一个典型的体积胀大进程,胀大的原因是因为硬化产品5·1·8相的生成,5·1·8相的生成进程伴随着体积胀大。在实验中,加工周转模壳实验初期是一个典型的体积胀大进程,5d抵达胀大峰值,胀大率高达1.88‰,周转模壳厂家这个胀大进程既有5·1·8相生成进程的化学胀大,也有化学反响进程放热的热胀大,两种胀大叠加在一起,促进了体积胀大的迅速发展。当硬化反响的剧烈期过后热胀大逐步消除,试件呈现细微缩短,至免除保潮后,试件中的自在水分蒸腾,呈现干缩,至32天干缩值降至0.81‰,有次能够看出镁水泥制品即便通过较长时刻的维护,进入试用期后其体积依然比出产初期的体积大,所以正常出产的镁水泥制品是不会有干缩裂纹的。有些镁水泥制品出产厂的产品呈现干缩裂纹,大都都是因缺少专业知识,粗制滥造引起的后果。

按照设计排列图要求,在楼板模板上放线,加工周转模壳保证后续肋梁钢筋绑扎和模壳安装的位置准确。依据轴线,放出纵横向肋梁控制线,肋梁间即是安放模壳位置。周转模壳厂家在覆膜方木上放线可采用白涂料等代替墨汁,以保证所放线的清晰牢固。




